In October we finished the application of glass fiber.
Next, we sanded the surface with sandpaper to remove unevenness and achieve a smooth, uniform finish.
To ensure the master was leakproof and free of micro-holes, we conducted localised vacuum tests. Any detected imperfections were properly repaired.
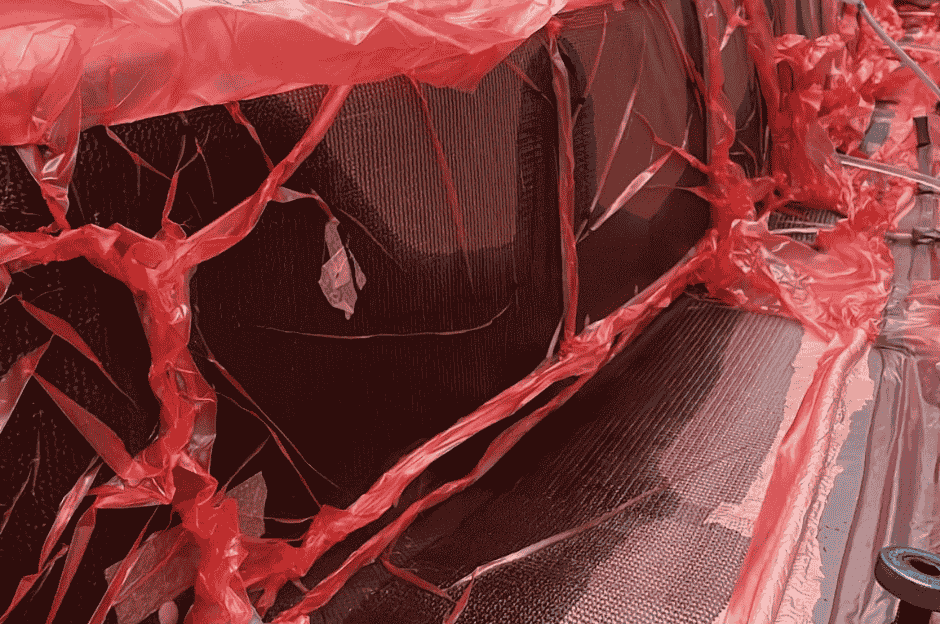
Once the local tests were completed, we performed a total vacuum test.
The results were positive, with the vacuum bag maintaining integrity for the required duration, confirming the soundness of the master.
Preparation for layering: the master was painted with multiple layers to optimize the surface for infusion. We then applied several layers of wax to facilitate the release of the plies.
Drapping: wrapping our team’s present
Linen and carbon were used to drape the plies.
Linen was used to guarantee the same expansion as the prepreg during the phase in the autoclave, minimizing the risk of deformation.
Even more, carbon fiber was applied as the external layers to enhance the finish and provide additional stiffness for the following autoclaving process.
Infusion
Proceeding with vacuum infusion, we applied the resin and achieved the desired result. The infusion process was completed successfully.
Unfortunately, due to a tight schedule, we were unable to proceed with demoulding.
Next on:
The upcoming task involves the construction of the extractor hood and the preparation of the mould to laminate the hull.